
- 微信: yujiaxin-666
- QQ: 2269845694
- 德律风: 159 8681 6992
- 邮箱: info@15too.cn
F75 CoCrMo概述
宣布日期:[2023/12/21]
1.1 通用特征
钴基合金早已被普遍的利用在刻薄的范畴,曩昔因此熔融锻造来作为可产业化的制程。Arcam公司的电子束熔炼将和锻造手艺成为间接合作的敌手,在钴基合金建造成庞杂整机的另外一个可行性的挑选。大大都钴基超合金锻造的熔融锻造都是在开放的大气氛围中停止锻造,但Arcam公司的电子束熔炼进程是在真空环境下,供给了可节制的环境并使加工整机资料机能更优越。钴铬钼合金普遍的用于医疗用植入物装配,出格合用于高硬度或高抛光、极耐磨资料的合金。钴铬钼合金的利用法式如膝枢纽植入物的首选资料,金属对金属髋枢纽和口腔修复中的配件。
钴合金的机能在航空和陆上燃气轮机中也起侧重要的感化,固然真空锻造镍合金在古代航空涡轮策念头的耐热部件中据有主导地位,但钴合金凡是被指定用于产业气体涡轮机的燃料喷嘴和叶片等出格刻薄的利用场所。Arcam公司的ASTM F75是一种非磁性的钴铬钼合金,具备高强度、耐侵蚀、耐磨的特征,普遍的利用于骨科和牙科植入体,和高度抛光的部件包含股骨柄置换髋枢纽和膝枢纽髁,其余另有钴医疗植入物包含髋臼杯和胫骨托盘。在一切环境下,出格是在髋枢纽部件,资料品质是很重要的,由于这些植入物整机是蒙受重负荷和频频的委靡。
1.2特征
Arcam公司的ASTM F75 CoCrMo合金也合用于塑料件的注塑出产用的高速打针用模具,其高硬度的材质和良好的资料品质可许可抛光组件达到光学或镜面品级,并确保模具的寿命。这些模具能够建造成庞杂的多少外形,并且建造随形冷(冷却旱路靠近产物的外表),进一步进步模具的利用寿命和进步出产率,和整机和其外表的品质。
1.3利用
钴铬钼合金的典范利用
–燃气轮机
1.4粉末规格
Arcam公司的ASTM F75 CoCrMo合金粉末是接纳气体雾化和化学成分合适ASTM F75规范规格出产的来做为电子束堆积利用的,粉末的颗粒巨细为45 - 100微米(mm),最小颗粒尺寸的限定保障了粉末的宁静处置(太小的粉末有尘暴风险)。请参阅Arcam公司的MSDS(资料宁静数据表)对Arcam ASTM F75 CoCrMo合金的处置和宁静的更多信息。
1.5化学成分
以下表1. 有关Arcam ASTM F75 与ASTM F75的比拟表,注重到余量是钴元素。

资料中含的钴和铬(Co, Cr)都是低蒸气压资料易在烧结进程蒸发
计较(jiao)密度:热等静压(HIP༒)&ꦦgt;8.29 g/cc (MIM烧结有孔隙能够低(di)于此(ci)数字)
1.6机器机能
以下表2. 有关亚洲中文字幕在线观看_亚洲天堂无码:Arcam ASTM F75 与ASTM F75的机器机能比拟表
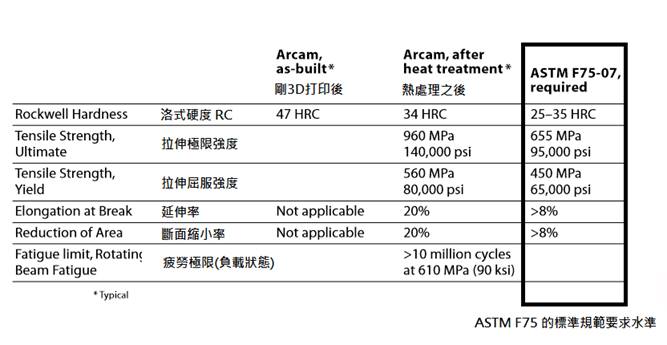
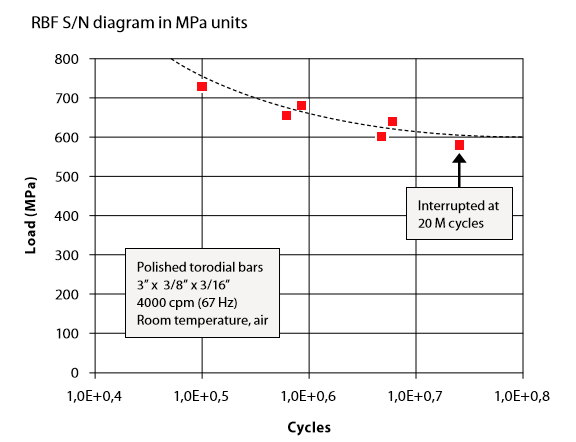

图2. Arcam ASTM CoCr F7🦄5耐委靡测试(shi)的规范;上图为公制MPa;下图为美制KSI
2.后处置
2.1接纳金属打针成形
保举利用POM喂料体系,并接纳酸催化脱脂,由于CoCrMo三元合金对碳的敏理性,必然要确保脱除粘结剂清洁,并严酷节制碳含量不能超标以避免尺寸变异和机能变差;但碳含量太低硬度也会随着不够,强度变差,烧结曲线的设定倡议不要跑到高真空段太久。烧结最高温度倡议最少要在1250~1300℃规模内,并有最少3小时以上的保温以增添资料的致密度。由于大中华区的烧结炉前提不尽不异,Dr. Q没法切确奉告列位准确的烧结前提,可是处置过BASF Panacea这支资料的厂家,应当就不目生烧结的参数变更,注重到致密化的最高烧结温度乃至要达到6小时以确保MIM件密度到位,请注重!
2.2热处置
颠末3D打印的产物必须接纳以下两种热处置体例
1. 若是有须要,热等静压(ya)是一个(ge)增(zeng)添密度的(de)制程,请按照(zhao):1200℃, 1000ba, 氩气保(bao)压(ya✅)240分钟。
2. 均质(zhi)化热妥善处理(li)(HOM)请输入照一些参数(shu)设置:1220℃, 0.7~0.9 mba, 氩气保压(ya)240钟头;随后急冷由1220℃到760℃,不得不🃏在8半个(ge)小时内。类似于相对(dui)比(bi)较缓慢(♒man)一系列冷却的(de)个(ge)人目标是以便制止消(xiao)融到军(jun)事基(ji)地的(de)碳(tan)沉(chen)积并(bing)修复(fu)显(xian)微布(bu)局图(tu)的(de)均质(zhi)性,消(xiao)减(jian)考虑到EBM数(shu)据(ju)资料因(yin)打印纸堆砌(qi)的(de)不月(yue)均景色(塑料粉尘打吊针(zhen)轧(ya)制亦尊重(zhong)此技艺应对(dui))
2.3 切削
3D堆(dui)积的(de)(de)(de)(de)F75有(you)很好的(de)(de)(de)(de)切(qie)削机(ji)能(neng),整(zheng)机(ji)能(neng)够接纳传统(tong)的(de)(de)(de)(de)机(ji)器加工(gong)来移(yi)除资料。同时也许(xu)可抛光达(da)到(dao)镜面(mian)或光学品级的(de)(de)(de)(de)滑腻外(wai)表。(固然必须颠(dian)末H🎶IP消弭外(wai)部孔隙后,这和(he)MIM整(zheng)机(ji)的(de)(de)(de)(de)后天缺失是一样的(de)(de)(de)(de),3D打印和(he)堆(dui)积体例都有(you)如许(xu)的(de)(de)(de)(de)分层与孔隙)
2.4 微观布局
若是不颠末热处置和调质处置(HIP+HOM),以电子束堆积的3D打印体例的F75整机的显微布局能够很等闲的察看到具备层状布局,这是由于碳堆积在晶界的地位。热处置能够改变这类不平均的景象使碳从头消融到布局中。
以下微观布局是未经热处置和热处置以后,在Z标的目的的显微布局变更,碳含量较多的地域显现出较高的硬度。
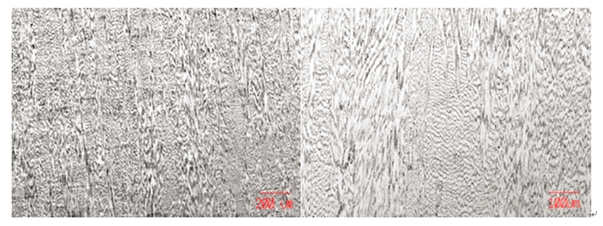
图3.刚实现堆积后的整机(ji)Z标(biao)的目的截(jie)面的微布局;左(zu💟o)50x(白色尺标(biao)显现200um)、右 100x(白色尺标(biao)显现100um) 🥀
颠末热等均压与均质处置后显微布局改变成为平均状况(等轴晶体),碳从头消融到基地晶粒中使得整机脆性下降而延展性变好,这里也看不到有任何的孔洞。
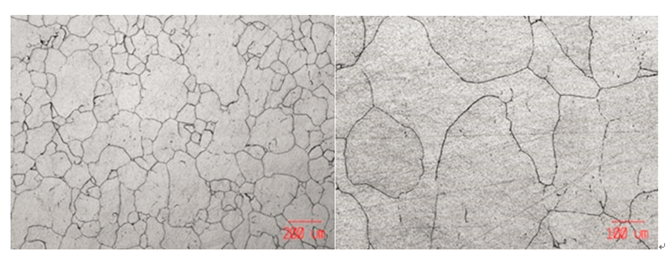
图(tu)4.经(jing)热处置后的整机Z标(biao)(biao)的目(mu)的截面(mian)的微布局;左50x(白(bai)色尺(chi)标(biao)(biao)显(xian)ꦑ现(xian)200um)、右 100x(白(bai)色尺(chi)标(biao)(biao)显(xian)现(xian)100um)